Nyelvváltás :
Csapágyak - Beépítés és tűrések


Mekkora a ház furatának tűrése?
Az iglidur siklócsapágyak sajtolt csapágyak, amelyeket egy H7-toleranciájú házfuratba préselnek be túlméretezett. Belső átmérőjüket csak a H7-es házfuratba való sajtolás után állítják be. A sajtolási interferencia a belső átmérő legfeljebb 2% lehet. Ez biztosítja a perselyek biztonságos sajtolt illesztését. Így megbízhatóan elkerülhetők a tengelyirányú és radiális elmozdulások a házban.
A házban lévő furatot minden csapágy esetében a H7 tűréshatárnak megfelelően kell elkészíteni, és a lehető legsimább, legegyenletesebb és legjobban lekerekített legyen. Az összeszerelés síkpréssel történik. A centrírozó vagy kalibráló csapok használata károsíthatja a csapágyat, és nagyobb hézagokhoz vezethet.

igutex szálkompozit csapágyak beépítése
Az igutex siklócsapágyak beépítése síkpréssel, síklemezzel vagy sajtolócsappal történhet. A sajtolócsap nem lehet éles szélű. A sérülések elkerülése érdekében ajánlatos a karima átmeneténél alulvágást alkalmazni. A beépítés kalapáccsal, pl. kalapáccsal történő ütögetéssel nem ajánlott, mivel ez károsíthatja a szálkompozit siklócsapágyat.
Fact sheet: All information on the installation of igutex fibre composite plain bearings

Különböző préselési módszerek
Hidraulikus vagy mechanikus
A leggyakoribb módszer a siklócsapágy mechanikus sajtolása kézi prés segítségével. Egy lapos sajtolólyukasztóval nyomják be a siklócsapágyat a ház furatába. Centrírozó vagy kalibráló csapot nem szabad használni, mivel ez a hegesztési vonal mentén repedésekhez és nagyobb csapágyhézaghoz vezethet.
Sajtó nélkül
Ha nem áll rendelkezésre prés, vagy a körülmények nem teszik lehetővé a prés használatát, a siklócsapágyat óvatosan össze lehet szerelni egy gumikalapáccsal. Egy fadarab a siklócsapágy és a fa között segíthet megvédeni a csapágyat a sérülésektől.
Automatizált összeszerelés
A (részben) automatizált összeszerelés megvalósításakor különösen fontos az alkatrészek helyes adagolása és pozicionálása. Az alkatrészgeometria optimalizálása az adott folyamathoz érdemes lehet. A műanyag siklócsapágyak esetében a tervezésnek gyakorlatilag nincsenek korlátai. Kúpos átmérőjű geometriák, hornyok vagy forgásgátló eszközök költséghatékonyan megvalósíthatók.

igutex siklócsapágy zsugorodás után
Zsugorodó
A siklócsapágyak hűtése segíthet abban, hogy a siklócsapágyakat könnyebb legyen sajtolni. A folyékony nitrogénnel hűtött perselyek összezsugorodnak, és így könnyebben illeszthetők. A zsugorítás előtt a csapágyakat alaposan meg kell tisztítani, és ellenőrizni kell, hogy nincsenek-e sérülések. Miután újra felmelegítették őket, az anyag ismét kitágul, és a csapágy szilárdan ül a ház furatába.
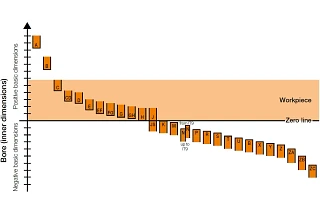
Ajánlott tűrések
Az iglidur siklócsapágy beépítési magassága és tűrései az anyagtól és a falvastagságtól függnek. A nedvességfelvétel és a hőtágulás az anyag szempontjából meghatározó. Az alacsony nedvességfelvételű siklócsapágyak kis csapágyhézaggal szerelhetők be. A falvastagságra a következő érvényes: minél vastagabb a csapágy, annál nagyobbnak kell lennie a csapágyhézagnak.
Ez az iglidur siklócsapágyaknál különböző tűrésosztályokat eredményez. Ezekkel a tűréshatárokkal az iglidur siklócsapágyak a beépítési ajánlásoknak megfelelően a megfelelő megengedett hőmérsékleti tartományban és 70% nedvességtartalomig üzemeltethetők. Magasabb páratartalom esetén, vagy ha a csapágyakat víz alatt üzemeltetik, előnyösebbek az alacsony nedvességfelvételű anyagok.
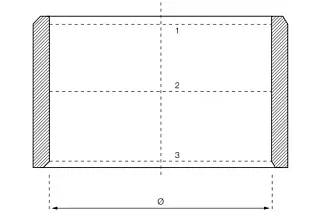
A mérési szintek helyzete (1, 2, 3 = mérővonalak)
A csapágyülés ellenőrzése
Az iglidur siklócsapágyak H7-es egységfurattal rendelkező házakhoz sajtolt csapágyak. A csapágynak ez a sajtolásos illesztése egyrészt rögzíti a csapágyat a házban, másrészt a simacsapágy belső átmérője ennek következtében alakul ki. A csapágyat a legkisebb mérettel rendelkező furatba beépítve mind mérőórával, mind dugómérővel teszteljük.
- A furatba nyomva a mérőcsapágy jó oldalának simán át kell haladnia a csapágyon.
- Csúszásmérővel biztosítani kell, hogy a csapágy belső átmérője a mérési síkoknál átlagosan a megadott tűréshatáron belül legyen (lásd a mellékelt ábrát).
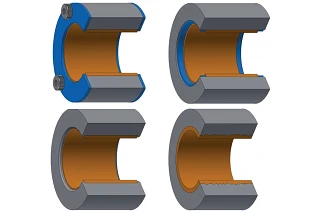
Helymeghatározó csap
A siklócsapágyak valójában "" vándorolnak ki a ház furatából, ha a sajtolóillesztés megszűnik. A siklócsapágyakat gyakran sajtolással rögzítik egy kissé szűkebb tűrésű házban. A csapágy mechanikai feszítés hatására szilárdan ül a furatban. Ha ez a mechanikai feszültség a magas hőmérséklet vagy a megengedett terhelés tartós túllépése miatt csökken, akkor a sajtolás is csökken.
Természetesen az is előfordulhat, hogy a ház furatának gyártási tűrései annyira pontatlanok, hogy a furat nem eléggé alulméretezett. Ebben az esetben a csapágy nem tud elegendő feszültséget kifejteni a sajtolási illeszkedés kialakításához. Az eredmény a siklócsapágy rendkívüli kopása. A probléma megoldása a siklócsapágy rögzítő csapszege. A síkcsapágyak axiális rögzítésére rendelkezésre álló lehetőségekről a "rögzítő csapágyazó csapszeg" témakörben található adatlapunkon tájékozódhat.
Siklócsapágyak beragasztása
A siklócsapágyakat általában a ház furatába préselik vagy szorítják. Ez biztosítja, hogy szilárdan ülnek a furatban, és nem forognak el akaratlanul. De mi van akkor, ha ez a gyártási tűrések miatt nem lehetséges? Vagy ha a siklócsapágynak egyáltalán forognia kellene?
Még ha ez nem is tartozik sok siklócsapágy standard repertoárjába, a műanyag csapágyak is csúszhatnak a külső átmérőn. Ezért használják a műanyag csapágyakat. A csapágyat egy csavarra helyezik, majd - a csavarral együtt - forognia kell valamiben, vagy gurulnia kell valamin. A ragasztás jó megoldásnak tűnik. De valószínűleg annyi ragasztó létezik, ahány csapágyanyag. Melyik a megfelelő?
A megmunkálásra vonatkozó iránymutatás
Az iglidur siklócsapágyakat beépítésre készen szállítjuk. Az átfogó termékválaszték a legtöbb esetben lehetővé teszi a szabványos méretek használatát. Ha a siklócsapágy utólagos megmunkálása mégis szükséges, a mellékelt táblázat a megmunkálási irányelveket tartalmazza. A csúszófelületek utólagos megmunkálását azonban lehetőség szerint kerülni kell. Ennek általában nagyobb kopás a következménye. Kivételt képez pl. az iglidur M250, amely nagyon alkalmas az utólagos megmunkálásra. A többi iglidur siklócsapágy esetében a csúszófelületek megmunkálásának hátrányait szerelvénykenéssel lehet ellensúlyozni.
| Folyamat | Esztergálás | Fúrás | Marás |
|---|---|---|---|
| Szerszám anyaga | Rozsdamentes acél | Rozsdamentes acél | Rozsdamentes acél |
| Előtolási sebesség [mm] | 0.1 ... 0.5 | 0.1 ... 0.5 | és 0,5 között |
| Hézagszög | 5 ... 15 | 10 ... 12 | |
| Befogási szög | 0 ... 10 | 3 ... 5 | |
| Vágási sebesség [m/min] | 200 ... 500 | 50 ... 100 | akár 1000 |
Konzultáció
Alig várom, hogy válaszoljak a kérdéseire
igus® GmbH+49 2203 9649-0E-mail írása
Shipping and consultation
In person:
Monday to Friday from 7 am - 8 pm.
Saturdays from 8 am- 12 pm.
Chat-Service
Monday to Thursday from 8 am - 6 pm.
WhatsApp-Service:
Monday to Thursday from 8 am - 4 pm.