3D nyomtatás több szálanyaggalKiemelkedően hosszú élettartam és kiváló strukturális merevség az anyagok kombinációjának révén
Kiemelkedően hosszú élettartam és kiváló strukturális merevség az anyagok kombinációjának révén
Mi az többkomponensű nyomtatás?
A többkomponensű nyomtatás során két különböző szálanyagot kombinálunk egyetlen alkatrész elkészítéséhez. Ezzel a két alkotóanyag előnyös tulajdonságait egyetlen alkatrészben egyesítjük.
Az igus kifejezetten gépészmérnöki alkalmazásokhoz kifejlesztett szálanyagát „tribofilamentnek“ nevezzük. Az ebbe a kategóriába tartozó szálanyagok kiemelkedő, egyedi kopásállósági specifikációkkal és jó súrlódási együtthatókkal rendelkeznek. De léteznek más szálanyagok is, amelyeket kifejezetten a nagy szilárdság és merevség szempontjából optimalizáltak. A többkomponensű nyomtatás során a tribofilamentek egyetlen alkatrészen belül más anyagokkal is kombinálhatók, hogy a lehető legjobb kopásállóságot, mechanikai és működési jellemzőket lehessen elérni.
Az igus kifejezetten gépészmérnöki alkalmazásokhoz kifejlesztett szálanyagát „tribofilamentnek“ nevezzük. Az ebbe a kategóriába tartozó szálanyagok kiemelkedő, egyedi kopásállósági specifikációkkal és jó súrlódási együtthatókkal rendelkeznek. De léteznek más szálanyagok is, amelyeket kifejezetten a nagy szilárdság és merevség szempontjából optimalizáltak. A többkomponensű nyomtatás során a tribofilamentek egyetlen alkatrészen belül más anyagokkal is kombinálhatók, hogy a lehető legjobb kopásállóságot, mechanikai és működési jellemzőket lehessen elérni.
Kérje ingyenes termékmintánkat!
ÚJ: A többkomponensű nyomtatásban az iglidur® i190 mellett merevséget ad, továbbá szerkezeti alkatrészekhez is megfelelő
igumid P190 szálerősített szálanyag
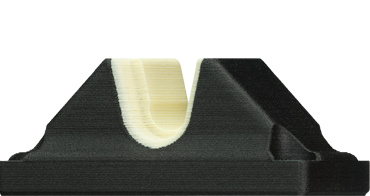
Az új igumid® P190 szálerősített 3D nyomtatási filamentet kifejezetten az iglidur® i190-nel való feldolgozásra fejlesztették ki, erős, alacsony súrlódású komponensek többkomponensű nyomtatással történő gyártásához.
A többkomponensű összeállítás egy komponensben ötvözi az iglidur i190 tribofilament kopásállóságát és siklási jellemzőit és az igumid P190 kiemelkedő merevségét. A lenyűgözően magas hajlítószilárdsága (237 MPa) és hajlítási modulusa (11,5 GPa) (lapra nyomtatva, a nyomtatási vonalak az optimális szilárdság szerint igazítva, a töltési irány optimalizálva) az igumid P190-et szerkezeti elemek gyártására is alkalmassá teszi.
A többkomponensű összeállítás egy komponensben ötvözi az iglidur i190 tribofilament kopásállóságát és siklási jellemzőit és az igumid P190 kiemelkedő merevségét. A lenyűgözően magas hajlítószilárdsága (237 MPa) és hajlítási modulusa (11,5 GPa) (lapra nyomtatva, a nyomtatási vonalak az optimális szilárdság szerint igazítva, a töltési irány optimalizálva) az igumid P190-et szerkezeti elemek gyártására is alkalmassá teszi.
Többkomponensű 3D nyomtatás akár négyféle alapanyaggal
Többfunkciós egyedi alkatrészek gyors, egyetlen lépésben történő gyártása
A négykomponensű (4K) nyomtatóban a tribofilamentek és még további három szálanyag kombinálható egymással. Ennek segítségével többfunkciós egyedi alkatrészeket gyorsan és gazdaságosan, egyetlen lépésben gyárthatunk, 3D nyomtatással.
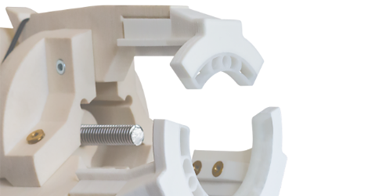
Az egyik lehetőség az intelligens csapágy prediktív karbantartási funkcióval: egy szálerősített ház, a kitett pontokon tribofilament és a terhelésre figyelmeztető integrált érzékelők.
Az alkalmazás további lehetséges területe például a kopásálló alkatrészek integrált tömítéssel.
Ön is rendelkezik olyan alkalmazással, ahol többkomponensű alkatrészekre van szükség, esetleg kérdése merült fel az igus többkomponensű nyomtatással kapcsolatban? Szívesen segítünk projektje megvalósításában.
Az egyik lehetőség az intelligens csapágy prediktív karbantartási funkcióval: egy szálerősített ház, a kitett pontokon tribofilament és a terhelésre figyelmeztető integrált érzékelők.
Az alkalmazás további lehetséges területe például a kopásálló alkatrészek integrált tömítéssel.
Ön is rendelkezik olyan alkalmazással, ahol többkomponensű alkatrészekre van szükség, esetleg kérdése merült fel az igus többkomponensű nyomtatással kapcsolatban? Szívesen segítünk projektje megvalósításában.
Ajánlatkérés küldése
Milyen többkomponensű párosítások léteznek?
Hogyan és milyen anyagokkal lehet kombinálni az iglidur tribofilamenteket?
Sok anyag kompatibilis egymással, és felhasználható a két komponensű nyomtatás során. Hasonló szálanyagok (amelyek azonos alap polimerekkel vagy hasonló nyomtatási hőmérséklettel bírnak) erős kötést tudnak létrehozni egymással: az anyagok egymáshoz tudnak kötni így egymáshoz rögzítve a "két nyomtatási fázist". Ha a két anyag nyomtatási hőmérséklete túlságosan eltérő akkor ez már nem működik: ekkor általában az egyik anyag nem marad stabil a nyomtatás során, nem tartja a kívánt alakot, vagy akár sérülhet is szélsőséges hőmérsékletek esetében. A teljesen biztos kötés érdekében jó opció alakkal záró geometriai kapcsolatot létrehozni a két fázis között. Ez kisebb rögzítő erő esetében is biztosítja azt, hogy roncsolás nélkül nem választható szét egymástól a két egység.Mechanikai tulajdonságok

3D nyomtatással kombinált fröccsöntés

3D nyomtatás intelligens funkciókkal

Hol használnak két komponensű alkatrészeket?
Hajtókar

Megfogó
Ügyfelünk alkalmazása: két komponensű megfogó egység a kozmetikai szerek csomagolásánál
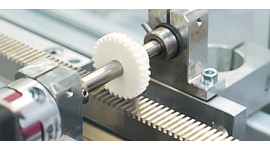
Orsó támasztó blokk
További tudnivalók az igus® 3D nyomtatásról

Hírek
Ismerje meg új termékeinket és szolgáltatásainkat az additív gyártás területén!
Tovább a fejlesztésekhez!
Tesztelve!
Az iglidur 3D nyomtatási anyagok a PLA, ABS és egyéb anyagokhoz és gyártási folyamatokhoz képest.
3D nyomtatási szolgáltatás
Egyedi, additív gyártással készült komponensek az online 3D-nyomtatási szolgáltatással mindössze pár lépésben.Tovább az igus® 3D-nyomtatási szolgáltatáshoz
Iparági prospektus
Tájékoztató az igus® által az additív gyártáshoz kínált összes megoldásról.Prospektus ingyenes letöltése

